Разработка схемы автоматизации технологического процесса
Схема автоматизации сушилки предусматривает контроль температуры в камере, контроль и регулирование давления пара в трубопроводах, наличие продукта подаваемого в сушильную камеру, программное управление циклом сушки, местное и дистанционное управление электродвигателями.
Сушильная башня в верхней части имеет цилиндрическую форму, а нижняя часть - форму конуса. Устройство для распыления 3 установлено вверху камеры. Распыливающий диск приводится в движение от электродвигателя М1 через повышающий редуктор специальной конструкции.
Сушилка работает следующим образом. Сгущенное молоко из бака насосом М2 подается на диск для распыления. Вентилятор М3 нагнетает воздух в осушитель и калорифер и далее в сушильную камеру по воздуховоду. Горячий воздух, поступает тангенциально в сушильную камеру через патрубок в верхней части около распыливающего диска, захватывает частицы распыленной жидкости в момент их наивысшей скорости, в результате чего происходит весьма быстрое и основное испарение влаги из продукта. Получаемый при этом молочный порошок падает в нижнюю конусообразную часть сушильной камеры и выводиться из нее пневматическим транспортирующим устройством, заменяющим разгрузочный шнек.
Из камеры порошок поступает в транспортирующую трубу, по которой и продвигается под действием воздуха, нагнетаемого вентилятором М5, и попадает в малый циклон, из которого поступает в бункер для расфасовки в тару. Воздух в транспортирующую трубу засасывается через фильтр из помещения, следовательно, порошок частично охлаждается. При этом возможно засасывание и специального воздуха. В выходящем из малого циклона воздухе еще могут содержаться частицы порошка, поэтому он вентилятором М5 подается к отработавшему воздуху, направляемому на очистку. Отработавший воздух вместе со взвешенным в нем мелкими частицами сухого молока забирается трубой, очищается в большом циклоне и вентилятором М4 выбрасывается наружу. Порошок из большого циклона удаляется также пневматически через транспортирующую трубу.
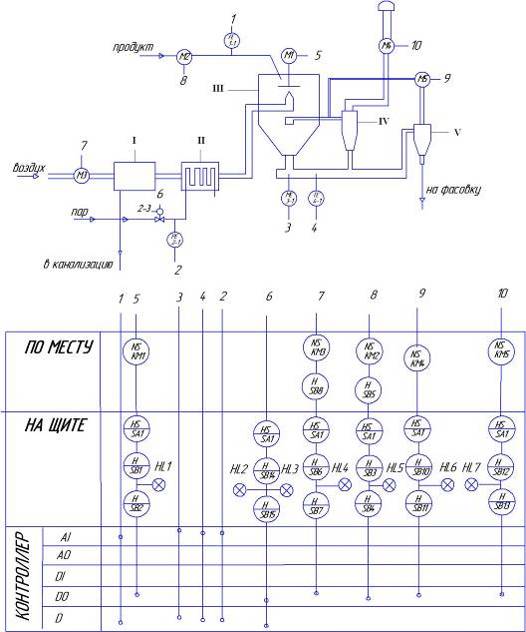
Спецификация оборудования: I – осушитель воздуха, II – калорифер, III – камера сушки, IV – большой циклон, V – малый циклон.
Таблица 1. Спецификация к схеме автоматизации
|
Позиция |
Наименование |
Тип/марка |
Кол-во |
|
ТЕ |
Датчик температуры |
Датчик влажности и температуры серия VC, VR-CVC 3/5 Galltec+Mela |
1 |
|
МЕ |
Датчик влажности |
1 | |
|
РЕ |
Датчик давления |
Сапфир-22 ООО СКБ "Приборы и системы" |
1 |
|
FE |
Расходомер |
ЭМИС-ВИХРЬ-200 |
1 |
|
КМ |
Магнитный пускатель |
ПМ12 ОАО "Кашинский завод электрооборудования" |
5 |
|
SA |
Переключатель режимов |
Переключатель ПК-16 |
1 |
|
SB |
Кнопка управления |
ABLF-22230В |
15 |
|
HL |
Светодиоды |
С503В-GAS (5мм) |
7 |
|
2 – 3 |
Исполнительный механизм |
GH100-1 - Клапан шаровой регулирующий |
1 |
|
Контроллер |
Контроллер |
ОВЕН ПЛК-73 |
1 |
Материалы по теме:
Значение мяса в питании
В рационе питания человека входит множество разнообразных продуктов: это хлеб и хлебобулочные изделия, молочные продукты и кондитерские изделия, жиры, овощи, картофель, плоды, ягоды, грибы, рыба и продукты моря, консервы, концентраты, напитки и многое другое. Однако у нас принято мясо и мясопродукт ...
Организация труда и системы материальной ответственности персонала
Организационно-техническая подготовка к работе осуществляется в следующей последовательности: - составление плана-меню, которое с вечера отпечатывается и утверждается у директора и в бухгалтерии; - оценка готовности к производственному процессу персонала, проведение собрание персонала перед началом ...
План производства
Организационно-правовая форма предприятия – Индивидуальный предприниматель. Свидетельство о государственной регистрации №4097947365007310 от 24.03.2009 г. Распределение обязанностей и ответственности Осуществлять общее руководство работой Кафе будет лично предприниматель – Иванов Иван Иванович. Отв ...
Разделы
- Главная
- Мясные салаты
- Чайная индустрия
- Молоко и молочные продукты
- Производство спагетти
- Диетические блюда
- Технология приготовления шашлыка
- Информация