Конструкция и принцип действия устройства для транспортировки и формования мясных рулетов
Устройство для изготовления мясных рулетов включает раму 1, на которой смонтированы горизонтальный пластинчатый транспортер 2 для подачи заготовок мяса, механизм пластования, дозатор 3 начинки, механизм 4 для завертывания заготовок в рулет и привод 5 (рис. 6) [7].
Механизм пластования мяса состоит из индивидуального редуктора 6 с выходными валами 7, на которые насажены валики 8-11 выполненные с рифлениями различной конфигурации (рис. 7).
Зазор между валиками и подающим транспортером 3 регулируется с помощью винтовой передачи 12, с помощью которой механизм пластования может перемещаться в вертикальном направлении по направляющим 13. Все валики вращаются в сторону движения ленты транспортера 2 так, что линейная скорость наружной поверхности велика, имеющего минимальный диаметр, равна линейной скорости движения ленты транспортера.
Механизм 4 Для завертывания заготовок в рулет выполнен из рамки 14, имеющей возможность качательного движения вокруг горизонтальной оси 15 под действием кулачкового механизма 16, В рамке 14 смонтированы один над другим валы 17 и 18 со съемными параллельно расположенными роликами 19.
Верхний вал 17 снабжен роликами разной высоты с увеличение от середины вала к его концам, так что при наборе их на вал в сечении они образуют различные вогнутые поверхности, соответствующие форме получаемого полуфабриката, а ролики нижнего вала имеют одинаковую высоту.
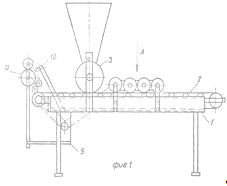
Рис. 6. Устройство для транспортировки и формирования мясных рулетов
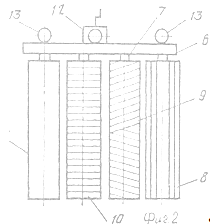
Рис. 7. Пластовочный механизм
Валы вращаются в одну сторону и их вращение противоположно движению подачи, а осуществляется оно посредством зубчатых колес 20—23 и звездочками 24.
Рамка смонтирована на опорах 25 с помощью подшипников 26.
Устройство работает следующим образом.
В качестве начинки при изготовлении рулетов могут быть использованы масло, творог, капуста, куриный жир и т.п. Затем приводом 5 приводится в движение транспортер 2, механизм пластования и механизм 4 для завертывания заготовок.
На транспортере 2 размечены интервалы, где вручную должны быть уложены куски мяса. При движении транспортера 2 обеспечивается подача их к механизму пластования, где мясо посредством валиков размягчается и пластуется до определенной толщины. В момент, когда пласт мяса находится под дозатором 3, из него на поверхность пласта мяса наносится начинка (наполнитель).
Далее пласт мяса с начинкой подается к механизму 4 для завертывания, которое посредством валов 17 и 18 с роликами 19 заворачивает пласт мяса вокруг начинки (накопителя).
По окончании процесса заворачивания, кулачковый механизм 16 поворачивает и откидывает рамку 14 с валами 17, 18, при этом готовый полуфабрикат попадает на транзистор панировочной машины.
Выполнение механизма пластования с увеличивающимися по ходу заготовок диаметрами валиков обеспечивает постепенное деформирование за счет уменьшения зазора между валиками и подающей лентой, а значит целостность морфологического строения мышечной ткани, минимальное выделение мясного сока, что очень важно в плане обеспечения сочности готового продукта.
Кроме того, все валики вращаются с одинаковыми угловыми скоростями, при этом в точках соприкосновения валиков с мясом по ходу подачи линейные скорости также увеличиваются, т.е. мясо, находясь в контакте сразу с двумя валиками, подвергается помимо вертикальной деформации еще и растяжению, что ускоряет получение пласта с определенной толщиной.
Угловые скорости вращения валиков подбираются таким образом, чтобы линейная скорость на поверхности самого меньшего валика была равна линейной скорости подающей ленты, а пропорция увеличения диаметров валиков определяется, исходя из структурно-механических свойств филе таким образом, чтобы за счет растяжения, филе не разрывалось.
Пропорция увеличения валиков не имеет линейный характер, так как филе, проходя между зазором первого валика и подающей лентой, деформируясь, приобретает совершенно новые структурно-механические свойства по сравнению с первоначальными. Это относится к следующим стадиям пластования филе с последующими валиками. Расстояние между осями вращения валиков зависит от размеров филе и меньше от минимальной ширины филе.
Материалы по теме:
Характеристика мясо – рыбного цеха
В мясо – рыбном цехе столовой предусмотрена обработка мяса, рыбы и птицы в одном помещении (Приложение 7). Учитывая специфический запах рыбных продуктов, организованы раздельные потоки обработки мяса и рыбы. Кроме раздельного оборудования выделяются отдельно инструмент, тара, разделочные доски, мар ...
Расчет текущих затрат
Таблица № 6.2.1 Ассортимент и годовая выработка продукции. Наименование продукции Годовой выпуск, т Крупнокусковые полуфабрикаты 572 Стейки 93 Всего 665 Стоимость сырья и основных материалов рассчитывается исходя из рецептур и действующих оптовых цен. Все расчеты сведены в табл. 6.2.2 – 6.2.3 Табли ...
Классификация напитков
Приготовляемые и реализуемые на предприятиях общественного питания напитки можно разделить на две группы: горячие и холодные. Горячие – чай, кофе, какао, шоколад, сбитень, пунши, напитки с вином, глинтвейны, гроги. Температура подачи горячих напитков должна быть не ниже 750С. Холодные – молоко и ки ...
Разделы
- Главная
- Мясные салаты
- Чайная индустрия
- Молоко и молочные продукты
- Производство спагетти
- Диетические блюда
- Технология приготовления шашлыка
- Информация