Выбор функциональной схемы и анализ существующих решений по автоматизации процесса сушки молока
При автоматизации сушки молока в распылительных сушильных установках необходимо обеспечить заданные влажность продукта и производительность установки. Последняя обеспечивается регулированием температуры горячего воздуха, поступающего из калорифера. При автоматизации сушильной установки выделяют два основных регулирующих параметра: влажность готового продукта на выходе из сушильной башни и температуру горячего воздуха на выходе из калорифера.
Сушильная установка как объект регулирования имеет входные параметры – влажность сгущенного молока, температуру и влагосодержание. Изменение параметров теплоносителя – это возмущающее воздействие. Управляющие воздействия – расход сгущенного молока, теплоносителя и расход пара. Конструкция установки и опасность самовозгорания продукта ограничивают использование входных параметров – температуры воздуха и расхода пара (в качестве управляющих воздействий), несмотря на наибольшие коэффициенты передачи по этим каналам. Управляющим воздействием выбирают входной параметр – расход сгущенного молока.
Возможны две схемы автоматического управления процессом сушки в распылительных сушильных установках: по косвенному параметру – зависимости влажности готового продукта от температуры выходящего из башни сушильного агента (горячего воздуха) и по прямому параметру – влажности сухого продукта, выходящего из сушильной башни.
Надежных и точных средств экспресс-контроля влажности сухих сыпучих продуктов промышленность не выпускает, поэтому для управления процессом используют косвенный параметр – температуру выходящего воздуха. Влажность сухого молока и температура выходящего воздуха взаимосвязаны.
С достаточной точностью сушильные установки как объекты могут быть аппроксимированы звеном чистого запаздывания и апериодическим звеном первого порядка. Сушильные установки комплектуются приборами автоматического контроля и регулирования основных технологических параметров процесса. Приборы устанавливают на щитах управления, оснащенных мнемосхемами с сигнализацией операций процесса и пусковой аппаратурой. Схемы автоматизации распылительных сушильных установок для молочных продуктов, несмотря на конструктивные особенности, в качестве основного элемента управления содержат элементы автоматического контроля и регулирования температур входящего и выходящего воздуха. Температура выходящего воздуха в большинстве случаев регулируется изменением подачи сгущенного молока.
Схема автоматизации процесса сушки молока.
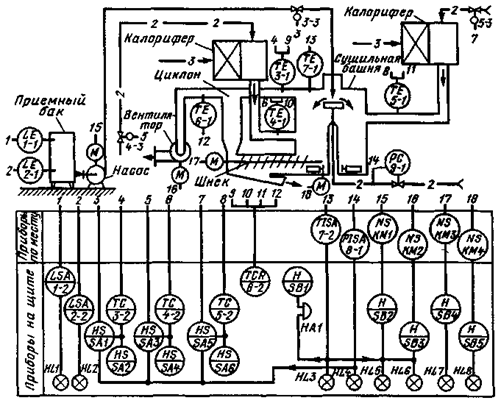
Подсгущенное молоко подается в приемный бак, в котором верхний и нижний уровни контролируются комплектом приборов 1-1, 1-2, НL1, 2-1, 2-2, НL2. Насос подает молоко на диск распылительного паротурбинного привода распылительной сушилки, а количество подаваемого продукта регулируется в зависимости от температуры выходящего из башни горячего воздуха комплектом приборов, в состав которого входят двойной термометр сопротивления 3-1, регулирующее устройство 3-2, электродвигательный исполнительный механизм 3-3 и два ключа: выбора режима управления SА4 и управления в операторном режиме SАЗ.
Стабилизация температуры сушильного агента – горячего воздуха, поступающего в сушильную башню и нагреваемого в паровых калориферах, осуществляется регулированием подачи греющего пара (при постоянном количестве подаваемого воздуха), выполняемым двумя комплектами приборов: 4-1, 4-2, 4-3 и 5-1, 5-2, 5-3. Температура в различных точках установки контролируется термометрами сопротивления 3-1, 4-1, 5-1, 6-1 в комплекте с автоматическим мостом 6-2. Для контроля максимально допустимого значения температуры установлен манометрический термометр 7-1 со световой НL3 и звуковой НА1 сигнализацией. Звуковой сигнал снимают кнопкой SВ1. Давление пара в паровой магистрали паротурбинного привода контролируется манометром 8-1 с сигнализацией минимального значения давления лампой НL4. Число оборотов паротурбинного привода регулируется входящим в комплект сушильной установки регулятором 9-1. При повышении предельно допустимой температуры сушильного агента 7-1, 7-2 предусмотрена автоматическая блокировка подачи пара в калорифер, подачи продукта в сушильную башню и подачи горячего воздуха.
Материалы по теме:
Требования к упаковке ягодных соков
Потребительская упаковка для пищевого продукта, помимо комплекса общих требований, должна удовлетворять специфическим гигиеническим требованиям, но при этом она не должна иметь общего запаса прочности, которая необходима для транспортной тары. Упаковка должна иметь высокие барьерные свойства, т.е. ...
Значение мяса в питании
В рационе питания человека входит множество разнообразных продуктов: это хлеб и хлебобулочные изделия, молочные продукты и кондитерские изделия, жиры, овощи, картофель, плоды, ягоды, грибы, рыба и продукты моря, консервы, концентраты, напитки и многое другое. Однако у нас принято мясо и мясопродукт ...
Русская кухня
Вот мы и добрались до нашей любимой русской кухни. Русский стол широко известен за рубежом главным образом своими деликатесами: копченой спинкой осетра (балыком), севрюжиной с хреном, малосольной лососиной (семгой), красной, черной и розовой (сиговой) икрой, маринованными и солеными грибами (рыжика ...
Разделы
- Главная
- Мясные салаты
- Чайная индустрия
- Молоко и молочные продукты
- Производство спагетти
- Диетические блюда
- Технология приготовления шашлыка
- Информация